Kostnaðarsamanburðargreining: Hefðbundin vs 3D prentuð skómót
Ítarlegur kostnaðarsamanburður á hefðbundnum framleiðsluaðferðum og aukefnaframleiðslu (3D prentun) til framleiðslu á skómótum, með sérstökum tölulegum dæmum sem sýna muninn á þessum tveimur aðferðum.
| Kostnaðartegund | Hefðbundin aðferð | 3D Prentunaraðferð |
|---|---|---|
| Þróunarkostnaður á mót | Um það bil $280–1.400 (þar á meðal viðarmynsturgerð, CNC vinnsla, afritun mygla, áferð, og ljúka ferlisgjöldum) | Um það bil $210–560 (eingöngu efnis- og orkunotkun, engin milliferla krafist) |
| Hönnunarbreytingarkostnaður | Hátt (krefst endurgerð tré/málmmynstur, einn breyting kostnaður getur náð $70-280) | Lágmarks (Aðeins aðlögun stafrænnar gerða, hverfandi kostnað) |
| Kostnaður við framleiðsluferil | Hringrásartími 15-20 dagar, hátt hlutfall launakostnaðar (daglegur vinnukostnaður um það bil $28–42/mann) | Hringrásartími 6-7 dagar, vinnuþörf minnkað um 50% eða meira |
| Efnisnýtingarhlutfall | Tiltölulega lágt (sóunarhlutfall fyrir módelplötur, málmefni um það bil 30–40%) | Hátt (duft/resín nýting umfram 95%) |
| Fjöldaframleiðslukostnaður | Hægt er að lækka kostnað á hverja einingu í $112–210 fyrir mikið magn, en aðlögun lítil lotu er enn dýr | Verulegur kostur fyrir litla lotur (á hverja einingu kostnaður stöðugt kl $210–560, engar takmarkanir á lágmarks pöntunarmagni) |
| Umhverfisvinnslukostnaður | Krefst meðhöndlunar á efnaúrgangi, málmleifar, o.s.frv., umhverfiskostnaður á mót um það bil $28-70 | Engin efnamengun, mjög lágur kostnaður við förgun úrgangs (<$7) |
Dæmi um kostnaðarsamanburð
Hefðbundin aðferð: Upphafleg þróun mygla krefst $1,120 (þar á meðal áferðarferli). Ef hönnun krefst tveggja breytinga, heildarkostnaðarhækkanir til $1,260–1.680, með afgreiðslutíma á 20 daga.
3D Prentun: Upphaflegur myglukostnaður $420, Hönnunarbreytingar hafa nánast engin aukakostnað í för með sér, heildarkostnaður er eftir $420, með afgreiðslutíma á 7 daga.
3D prentun sýnir verulegan kostnaðarkosti (lækkun á 50–70%) inn lítill hópur, mikil flókin hönnun atburðarás, sem hentar sérstaklega vel fyrir hraða endurtekningu í R&D áfangar. Hefðbundnar aðferðir viðhalda kostnaðarhagræði í stórfelldri staðlaðri framleiðslu en skortir sveigjanleika og umhverfisvænni. Þar sem kostnaður við þrívíddarprentunarbúnað lækkar (t.d., málmprentarar minnka frá $490,000 til $420,000 á einingu), Efnahagsleg hagkvæmni þess mun batna enn frekar.
3D Prentun vs hefðbundin skómótaframleiðsla
Alhliða samanburður á nútíma og hefðbundnum framleiðsluaðferðum í skófatnaði
| Samanburðarvídd | Hefðbundin skómótaframleiðsla | 3D Prentað skómótaframleiðsla |
|---|---|---|
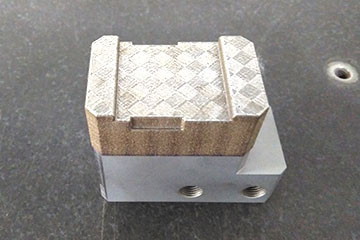
| Myndir af skómótum | 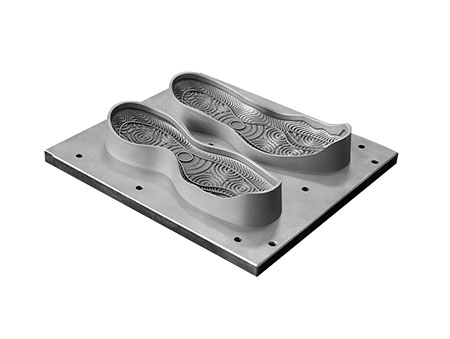 |  |
| Framleiðsluferli | Krefst yfir 10 ferlisskrefum þar á meðal CNC viðarmótavinnsla, sílikon mótun, sköpun gifsmóts, málmsteypu, efna ætingu (áferð), og húðun - flókin og fjölþrepa | Bein prentun frá stafrænum gerðum, útrýma lykilskrefum eins og viðarmótssmíði, steypa, og efnafræðileg æting - mjög straumlínulagað ferli |
| Framleiðsluferill | Lengri, venjulega 15-20 daga (felur í sér vinnslu á viðarmótum, steypa, ætingu, o.s.frv.) | Verulega styttri, venjulega 5-7 daga (bein málmmótaprentun) |
| Hönnunarfrelsi | Takmarkað; flókin innri mannvirki (t.d., samræmdar kælirásir) og fín áferð er erfitt að ná, treysta á vinnslugetu | Ofsalega hátt; gerir samþætta framleiðslu á flóknum ferlum, honeycomb mannvirki, micro-vent rásir, og 0.05mm nákvæmni áferð án hefðbundinna takmarkana |
| Nákvæmni & Samræmi | Treystir á handavinnuhæfileika; lélegt samræmi (dæmigerð vikmörk ±1mm), viðkvæmt fyrir frávikum vegna handvirkra aðgerða | Stafrænt stjórnað, nákvæmni allt að ±0,05 mm, framúrskarandi samkvæmni og endurtekningarhæfni |
| Sérhæfingargeta | Erfitt að ná; hentugur fyrir staðlaða framleiðslu í stórum stíl; hár kostnaður og langur leiðtími fyrir hönnunarbreytingar | Auðvelt að ná; styður smá lotu og sérsniðna sérsniðna (t.d., sérsniðnar endingar byggðar á fótskannagögnum) |
| Umhverfisáhrif | Efnaæting veldur mengun, krefjast frekari umhverfismeðferðaraðstöðu | Engin efnaæting; umhverfisvæn (stafræn áferð kemur í stað sýruætingar), lágmarks efnisúrgangur |
| Vinnueftirlit | Treyst mjög á hæfa tæknimenn; erfitt ferli arfleifð; samkvæmni sem er fyrir áhrifum af mannlegum þáttum | Fer eftir búnaði og hugbúnaði; lítið treyst á hefðbundið handverk; ferlibreytur er hægt að staðla |
| Stofnfjárfesting | Krefst margar sérhæfðar vélar (CNC, EDM, vírklipping, steypubúnað, o.s.frv.), fjölbreyttar tækjagerðir | Byggir fyrst og fremst á 3D prentunar- og eftirvinnslubúnaður; mikil samþætting búnaðar en hærri einingakostnaður (t.d., SLM málm þrívíddarprentarar $0.43-0.5 milljón/einingu) |
Samantekt
3D prenttækni sýnir verulega kosti í framleiðslu á skómótum, sérstaklega í að draga úr afgreiðslutíma (eftir yfir 60%), auka hönnunarfrelsi (sem gerir flókna uppbyggingu og fína áferð kleift), styður aðlögun, og bæta sjálfbærni miðað við hefðbundnar aðferðir. Það dregur úr ósjálfstæði á handvirkri sérfræðiþekkingu með stafrænum ferlum og forðast mengun frá efnafræðilegum meðferðum. Hins vegar, Hefðbundnar aðferðir eru enn dýrmætar fyrir staðlaða framleiðslu í ofurstórum stíl, á meðan þrívíddarprentun felur í sér hærri upphafsbúnaðarkostnað. Hægt er að nota þessar tvær tækni til viðbótar út frá framleiðsluþörfum (bindi, margbreytileika, hringrásartíma).
Hefðbundin aðferð
Best fyrir staðlaða framleiðslu í stórum stíl þar sem hægt er að afskrifa upphaflega verkfærakostnað yfir mikið magn.
3D Prentun
Tilvalið fyrir frumgerð, flókin hönnun, sérsniðinn skófatnaður, og stuttar framleiðslulotur með hröðum viðsnúningskröfum.