コスト比較分析: 従来の靴型と 3D プリント靴型の比較
従来の製造方法と積層造形のコストの詳細な比較 (3D印刷) 靴型製作用, 2 つのアプローチの違いを具体的な数値例で示します.
| コストタイプ | 伝統的な手法 | 3D 印刷方法 |
|---|---|---|
| 金型あたりの開発コスト | 約 $280–1,400 (木型作りも含めて, CNC加工, 金型の複製, テクスチャリング, および完了手続き手数料) | 約 $210–560 (物質とエネルギーの消費のみ, 中間プロセスは必要ありません) |
| 設計変更コスト | 高い (木や金属のパターンを作り直す必要がある, 1 回の変更コストは次の範囲に達します $70–280) | 最小限 (デジタルモデル調整のみ, 無視できるコスト) |
| 生産サイクルコスト | サイクルタイム 15–20日, 人件費の割合が高い (日当人件費は 1 人あたり約 28 ~ 42 ドル) | サイクルタイム 6–7日, 必要な労働力は次のように削減されます 50% 以上 |
| 材料利用率 | 比較的低い (モデリングボードの廃棄率, 金属材料について 30–40%) | 高い (粉末/樹脂の使用量が超過 95%) |
| 量産コスト | 単価あたりのコストを削減できる $112–210 大容量用, しかし、小規模バッチのカスタマイズは依然として高価です | 小ロットの場合に大きな利点 (単位費用当たりの安定性 $210–560, 最低注文数量制限なし) |
| 環境処理コスト | 化学エッチング廃棄物の処理が必要, 金属スクラップ, 等, 金型あたりの環境コストの概算 $28–70 | 化学汚染がない, 廃棄物処理コストが極めて低い (<$7) |
コスト比較例
伝統的な手法: 初期の金型開発には次のことが必要です $1,120 (テクスチャリング加工も含めて). 設計に 2 つの修正が必要な場合, 総コストは~に増加します $1,260–1,680, のリードタイムで 20 日.
3D 印刷: 初期金型費用 $420, 設計変更には追加コストがほとんどかかりません, 総コストは残ります $420, のリードタイムで 7 日.
3D プリンティングはコスト面で大きなメリットを発揮します (の削減 50–70%) で 小さなバッチ, 非常に複雑な設計 シナリオ, これは、R での高速な反復に特に適しています。&Dフェーズ. 従来の方法は、大規模な標準化された生産においてコスト上の利点を維持しますが、柔軟性と環境への配慮に欠けています。. 3D プリンティング機器のコストが低下するにつれて (例えば, 金属プリンターが減少 $490,000 に $420,000 ユニットあたり), その経済性はさらに向上するでしょう.
3D 印刷 vs 従来の靴型製造
履物業界における現代と伝統的な製造アプローチの包括的な比較
| 比較次元 | 伝統的な靴型の製造 | 3D プリント靴型の製造 |
|---|---|---|
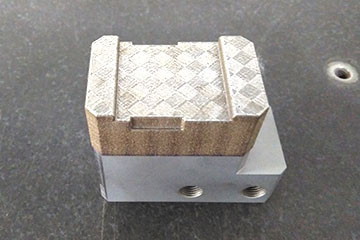
| 靴型の写真 | 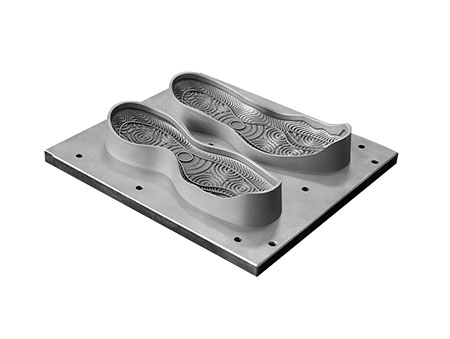 |  |
| 製造工程 | 以上が必要です 10 プロセスステップ CNC木型加工を含む, シリコーン成形品, 石膏型の作成, 金属鋳物, 化学エッチング (テクスチャリング), およびコーティング - 複雑かつ多段階 | デジタルモデルからのダイレクトプリント, 重要なステップを排除する 木型製作のような, 鋳造, および化学エッチング - 高度に合理化されたプロセス |
| 生産サイクル | より長い, 通常 15-20 日 (木型加工も含む, 鋳造, エッチング, 等) | 大幅に短縮, 通常 5-7 日 (金型ダイレクト印刷) |
| デザインの自由 | 限定; 複雑な内部構造 (例えば, コンフォーマル冷却チャネル) 細かい質感を実現するのが難しい, 機械加工能力に依存 | 非常に高い; 複雑な曲線も一貫生産可能, ハニカム構造, マイクロベントチャネル, そして 0.05mm精度のテクスチャ 従来の制約なしで |
| 正確さ & 一貫性 | 手作業に頼る; 一貫性が低い (標準公差 ±1mm), 手動操作のため逸脱しやすい | デジタル制御, までの精度 ±0.05mm, 優れた一貫性と再現性 |
| カスタマイズ機能 | 達成が難しい; 大規模な標準生産に適しています; 設計変更にかかるコストと納期が長い | 簡単に達成可能; 小ロットおよびパーソナライズされたカスタマイズをサポート (例えば, 足のスキャンデータに基づいてカスタマイズされた靴型) |
| 環境への影響 | 化学エッチングは汚染を引き起こす, 追加の環境処理施設が必要 | 化学エッチングなし; 環境に優しい (デジタルテクスチャリングが酸エッチングに取って代わる), 材料の無駄を最小限に抑える |
| 労働依存 | 熟練した技術者への依存度が高い; 難しいプロセスの継承; 人的要因によって影響を受ける一貫性 | 機器やソフトウェアに依存; 伝統的な職人技への依存度が低い; プロセスパラメータを標準化できる |
| 初期投資 | 必要 複数の専用マシン (CNC, 放電加工, ワイヤーカット, 鋳造設備, 等), 多様な機器タイプ | 主に依存するのは 3D 印刷および後処理装置; 機器の統合性は高いが、単価は高い (例えば, SLM金属3Dプリンター $0.43-0.5 百万/単位) |
まとめ
3D プリンティング技術は靴型の製造において大きな利点を発揮します, 特に リードタイムの短縮 (以上により 60%), 設計の自由度を高める (複雑な構造と微細な質感を可能にする), カスタマイズのサポート, 従来の方法と比較して持続可能性が向上します. デジタルプロセスを通じて手作業の専門知識への依存を軽減し、化学処理による汚染を回避します。. しかし, 伝統的な方法は、超大規模な標準化された生産にとって依然として価値がある, 一方、3D プリントには初期設備コストがかかります. 2 つのテクノロジーは生産ニーズに基づいて補完的に適用できます。 (音量, 複雑, サイクルタイム).
伝統的な手法
初期工具コストを大量生産で償却できる大規模な標準化された生産に最適.
3D 印刷
プロトタイピングに最適, 複雑なデザイン, カスタムシューズ, 迅速な納期要件を伴う短い生産期間.