
Making carbon fiber parts?
You’re going to need a mold. Whether you’re laying up prepreg, running resin infusion, or curing in an autoclave, you need a precise, heat-resistant surface that lets you pop the part off afterward.

Traditional metal molds (aluminum or steel) cost a ton and take forever to make—especially for small batches or prototypes. A simple carbon fiber mold can take 6 to 8 weeks and run you tens of thousands of dollars. And if you change the design? That mold is scrap.
3D printing fixes that. Compared to CNC’ed aluminum molds that take three weeks, a 3D printed mold can be ready in a few hours. Total lead time for a full mold drops from 6–8 weeks to under two weeks. You also cut labor by 69% and material cost by 34%. For one-off or small-run carbon fiber parts, you can even get the mold cost down to a fraction of what traditional methods charge.
We’ve broken this down by process type: sacrificial/soluble molds, high-temp/autoclave molds, master models and large tooling, and self-heated molds. The nine case studies below are double-checked against original sources—real numbers, real results.
1. Sacrificial / Soluble Molds
How it works: Print a dissolvable core, lay carbon fiber prepreg over it, cure the part, then dissolve the core away. You get hollow or complex internal geometry in one piece. This is hands-down the best way to make closed cavities, complex flow paths, or one-piece hollow structures.
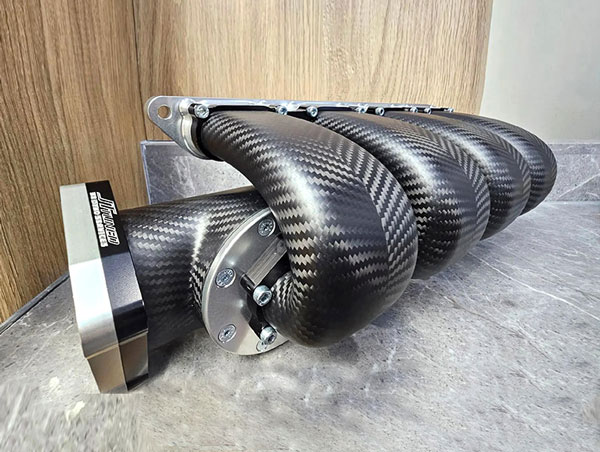
Case #1: Tecnun (University of Navarra) – Carbon Fiber Intake Manifold
The Formula Student team at Tecnun, University of Navarra in Spain needed a carbon fiber intake manifold with really complex internal runners. Conventional approach: CNC an aluminum mold—at least a 3-week lead time—and they still couldn’t get a one-piece hollow structure. They switched to a Stratasys Fortus 450mc with ST‑130 soluble sacrificial mold material. The first core printed in 5 tuntia. They laid up carbon fiber prepreg, cured it in an oven (ST‑130 handles 121°C ja 620 kPa), then dissolved the core. The finished manifold was 60% lighter than traditionally made parts, giving the team better engine breathing and fuel economy.
Key numbers: Mold print 5hrs vs. 3wk for aluminum mold; withstands 121°C/620 kPa; 60% lighter.
Case #2: NC State Wolfpack Motorsports – Intake System
Wolfpack Motorsports needed a carbon fiber intake for their Formula SAE car.

Traditional mold and layup would have taken 1.5 to 2 months—and with that cost, they could only afford one design iteration. They used a Stratasys F370 with QSR soluble support material to print sacrificial molds. After carbon fiber layup and curing, they dissolved the molds. Lead time per module dropped to 75 tuntia—a time saving of over 80%. Better yet, they ran 16 design iterations in the same time frame. The final intake delivered real engine and track gains.
Key numbers: Cycle time 1.5–2 months → 75hrs; iterations 1 → 16.
2. High-Temp / Autoclave Molds
How it works: Print the mold itself from a material that survives autoclave heat and pressure. You lay up prepreg directly on it and cure. This demands heat resistance (usually ≥120°C) and mechanical strength, which is why it’s the main route for aerospace-grade parts.
Case #3: Politecnico di Milano – O.L.I.V.I.A. UAV Carbon Fiber Wing Mold
3D printed internal support structures. Photo via Thermwood
The Fly‑Mi EUROAVIA student team at Politecnico di Milano built the O.L.I.V.I.A. UAV (wingspan 3.2 m) for the UAS Challenge 2025. They placed 3rd out of 42 teams and won a safety award. They used Xenia Materials’ XECARB 40‑C20‑3DP—a 20% carbon fiber reinforced polycarbonate—to 3D print the wing layup mold directly. Heat deflection temperature of the material is 140°C. The printed mold went through multiple autoclave cycles at 120°C and ~2 bar with zero distortion. That kept the wing’s aerodynamic shape perfect. The mold itself is thermoplastic, so after use it can be shredded and recycled into new feedstock—100% recyclable.
Key numbers: 20% CF; HDT 140°C; autoclave 120°C/2 bar, multiple cycles no distortion; 3.2m wingspan.
Case #4: Thermwood LSAM – Bell Helicopter Blade Mold
Bell Helicopter needed a 20‑ft (6.1 m) blade mold fast. Traditional metal tooling would take months and cost a fortune. They turned to Thermwood’s LSAM large-format additive system, using a specially formulated 25% carbon fiber reinforced PESU from Techmer PM. The material’s Tg exceeds 400°F (~204°C) and handles standard aerospace autoclave conditions: 360°F (~182°C) at 90 psi (0.62 MPa). One half of the mold printed in 3 hours and 8 minutes, weighing 542 lbs (246 kg). Total mold lead time went from months to weeks. Bell called it a “game changer.”
Key numbers: Mold length 6.1m; 25% CF; withstands 182°C/0.62 MPa; half‑mold print 3h8m; months → weeks.
Case #5: Thermwood LSAM – General Atomics Trim Tool
General Atomics needed a large CNC trim tool for carbon fiber composite parts. Traditional tooling would take 6 to 8 viikkoja at high cost. Thermwood used an LSAM 10×20 ft system with 20% carbon fiber filled ABS. Print time: 16 tuntia. Then 32 hours of CNC finishing. Final mold weight: 1,190 lbs (540 kg). Compared to the traditional route, they saved about $50,000 and cut total lead time to under 2 viikkoja. The tool handles large, deep‑cavity 3D shapes for composite part trimming.
Key numbers: 20% CF; print 16h + machine 32h; saves $50k; 6–8 weeks → 2 viikkoja.
Case #6: Aurora Flight Sciences – Autoclave Tooling
Aurora Flight Sciences (a Boeing subsidiary) worked with Mississippi State University’s Advanced Composites Institute to develop 3D printed tooling that can go right into an autoclave. They found that standard oven curing didn’t get the printed tooling up to aerospace standards, so they developed a special pre‑cure process. After printing and validating the tooling at Mississippi State, they confirmed that 3D printed tooling can cut cost and lead time for low‑volume aerospace composite parts. Next step: using it on experimental or prototype aircraft programs.
Key numbers: For low‑volume aerospace carbon fiber; pre‑cure process solves performance issues.
3. Master Models & Large Tooling
How it works: 3D print a master model, then use that master to make a composite (fiberglass or carbon) working mold. This indirect route gives you the complex shapes from 3D printing plus the durability and heat resistance of a traditional composite mold. Great for large, low‑volume carbon fiber parts.
Case #7: Caracol – Stratospheric Pod Master Model
Caracol in Italy needed to make five composite pods for stratospheric applications. They used their Heron large‑format additive system (LFAM) with ABS + 20% recycled carbon fiber (the CF came from old wind turbine blades). In 10 tuntia, they printed a 70 kg master model. After CNC finishing, that master was used to make a carbon/glass laminate mold, and then partner Acus produced the pods. Compared to a full metal mold approach, total lead time dropped 75%, cost dropped 55%, and the master mold weight was 85% less.
Key numbers: Master model 10hr/70kg; 20% recycled CF; lead time -75%; kustannus -55%; weight -85%.
Case #8: JC Sportline – Full Car Carbon Fiber Molding System

Spanish custom car builder JC Sportline put together a complete system for low‑volume carbon fiber body parts: 3D scan → 3D print master → hand‑layup fiberglass mold → carbon fiber parts. The customer doesn’t need to provide any samples or data. From 3D scan to finished mold to the first carbon fiber part, the whole process takes just 20 to 30 days. This is perfect for new vehicle development or small batches (think 1 to 10 yksiköt). It slashes trial costs and mold investment compared to traditional hard tooling.
Key numbers: Scan‑to‑first‑part in 20–30 days; ideal for 1–10 unit batches.
4. Self‑Heated Molds
How it works: Embed conductive paths (like carbon fiber) right in the 3D printed mold. Run current through it, and the mold heats itself by Joule heating. No oven, no autoclave. This cuts equipment costs and energy use dramatically.
Case #9: Oak Ridge National Lab – Self‑Heating Carbon Fiber Mold
Researchers at ORNL built a self‑heating composite mold on a large‑format 3D printer. They used 20% carbon fiber reinforced polycarbonate (PC/CF) ja 20% glass fiber reinforced PC (PC/GF). By embedding wires during printing and applying voltage, the carbon fiber’s conductivity creates uniform Joule heating. The mold surface hit about 100°C evenly—no external oven or autoclave needed. Mechanical testing showed PC/CF tensile strength of 105 MPa in the extrusion direction, way above pure PC at 64 MPa. Stiffness under heat was good enough for the job. This tech paves the way for “oven‑free / autoclave‑free” composite curing.
Key numbers: PC/CF with 20% CF; self‑heating to 100°C uniform; tensile strength 105 MPa vs. 64 MPa for pure PC.
5. Quick Cost & Time Snapshot
| Case | Traditional (cost/lead time) | 3D Printed Mold (cost/lead time) | Key Benefit |
|---|---|---|---|
| Tecnun intake manifold | Aluminum mold: 3 viikkoja | Mold print: 5 tuntia | 3 wk → 5 hr; 60% lighter |
| NC State intake | Mold cycle: 1.5–2 months | Cycle: 75 tuntia | 80%+ time saved; 1 → 16 iterations |
| Bell Helicopter blade mold | Lead time: months | Lead time: viikkoja | Half‑mold print 3h8m; months → weeks |
| General Atomics trim tool | Baseline cost | Saves ~$50,000 | 6–8 wk → 2 wk |
| Caracol stratospheric pod | Baseline cost/lead time | Lead time -75%, kustannus -55% | Master mold weight -85% |
| JC Sportline full car | Traditional hard tooling cost | 20–30 days to first part | Makes 1–10 unit batches economical |
| ORNL self‑heating mold | Needs oven/autoclave | No external heating | Self‑heats to 100°C; 105 MPa strength |
6. Challenges & What’s Coming
These case studies show real value, but there are still some hurdles:
Surface finish. FDM layer lines can transfer to your carbon fiber part, affecting both looks and aerodynamics. Post‑processing (sanding, chemical smoothing, coating) adds steps.
Heat & pressure limits. Aerospace autoclaves often need molds that survive >176°C and >0.6 MPa. Right now only a few high‑performance materials like PESU or PEI/CF can do that, and they’re not cheap.
Mold life. Thermoplastic printed molds can warp or lose strength after many heat cycles. Long‑term durability is still being proven.
But progress is real:
- Hartsia (SLA) molds give you much finer detail and almost no layer lines, fixing FDM’s surface problem.
- Self‑heating molds from ORNL and others could eliminate the autoclave entirely, slashing equipment cost and energy use.
- High‑temp materials from suppliers like Techmer PM now push past 204°C, covering over 95% of aerospace composite cure requirements.
7. Bottom Line
3D printed molds for carbon fiber work. They’ve moved way beyond “just for prototypes.” For small batches, complex shapes, and fast iterations, they’re a proven tool.
- Sacrificial/soluble molds turn weeks of metal mold lead time into hours of printing—and give you one‑piece hollow structures you can’t make any other way.
- High‑temp molds handle aerospace autoclave conditions (182°C+ and 0.6 MPa+), cutting lead time from months to weeks.
- Master models and large tooling bring big cost and time savings for large, low‑volume carbon fiber parts—75% faster and half the cost.
- Self‑heating molds point toward a future without autoclaves at all.
If you’re in R&D, low‑volume production, or need complex carbon fiber geometry, 3D printed molds aren’t a compromise anymore. They’re often the better choice.
And as materials keep improving and print precision gets better, 3D printed tooling is on track to become standard infrastructure for production‑scale carbon fiber manufacturing.