

















SLM 金属 3D プリント技術の仕様
SLM (選択的レーザー溶融) 材料特性と用途
| 金属3Dプリンティング技術 | 材質の種類 | 略語 | マテリアルステータス | 共通の後処理 | 許容範囲 | 処理の利点 | 処理の欠点 | 応用分野 | 最大ビルドサイズ |
|---|---|---|---|---|---|---|---|---|---|
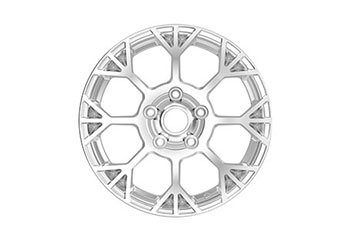
| SLM | アルミニウム合金 | 6061/Alsi10mg/7075 | 金属粉 | サンドブラスト, アルマイト処理されたマットブラック, 研磨, 電気めっき, 不動態化, スプレー塗装・粉体塗装 | ±0.1%—±0.3% | 軽量素材, 速い熱放散, 良好な電気伝導性と熱伝導性 | 印刷後のサポートの取り外しが面倒, 粗い表面, 高精度の要求に応じて二次加工が必要 | プロトタイプ, 自動車, 医学, デジタルエレクトロニクス, おもちゃ, 機械設備, 航空宇宙, 等. | 400*400*390mm |
| ステンレス鋼 | 316L/304L/17-4/347 | 金属粉 | サンドブラスト, 研磨, 電気めっき, 不動態化, スプレー塗装・粉体塗装 | 防錆, 優れた耐食性, 鏡面仕上げ効果に最適 | |||||
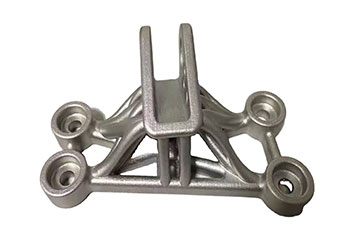
| チタン合金 | TC4/TA1 | 金属粉 | サンドブラスト, 研磨, スプレー塗装・粉体塗装 | 低密度で高強度, 良好な機械的特性, 靭性と耐食性 | 420*225*260mm | ||||
| ダイス鋼 | CX(S136) | 金属粉 | サンドブラスト, 熱処理 | 高い靭性と優れた耐熱性 | 粗い表面, 二次加工が必要 | プラスチック, ダイカスト, 靴金型およびその他の金型産業 | 400*400*390mm | ||
| 1.2709(MS1/H13) | 金属粉 | 高い靭性と優れた耐熱性 | |||||||
| ニッケル – 超合金ベース | GH4169/625/3128 | 金属粉 | 熱間静水圧プレス (ヒップ) , 溶体化処理と時効処理, 機械加工 | 優れた高温強度 (>800℃) 優れた耐酸化性/耐食性 カスタマイズ可能なγ'析出硬化 複雑な形状に対する高い設計自由度 | High crack sensitivity, 厳密なパラメータ制御が必要, コストのかかる後処理, 粉末コスト/反応性が高い | 航空宇宙, エネルギー, 高温耐食性産業システム | 300*300*360mm |
| 金属3Dプリンティング技術 | SLM |
| 材質の種類 | アルミニウム合金 |
| 略語 | 6061/Alsi10mg/7075 |
| マテリアルステータス | 金属粉 |
| 共通の後処理 | サンドブラスト, アルマイト処理されたマットブラック, 研磨, 電気めっき, 不動態化, スプレー塗装・粉体塗装 |
| 許容範囲 | ±0.1%—±0.3% |
| 処理の利点 | 軽量素材, 速い熱放散, 良好な電気伝導性と熱伝導性 |
| 処理の欠点 | 印刷後のサポートの取り外しが面倒, 粗い表面, 高精度の要求に応じて二次加工が必要 |
| 応用分野 | プロトタイプ, 自動車, 医学, デジタルエレクトロニクス, おもちゃ, 機械設備, 航空宇宙, 等. |
| 最大ビルドサイズ | 400*400*390mm |
| 金属3Dプリンティング技術 | SLM |
| 材質の種類 | ステンレス鋼 |
| 略語 | 316L/304L/17-4/347 |
| マテリアルステータス | 金属粉 |
| 共通の後処理 | サンドブラスト, 研磨, 電気めっき, 不動態化, スプレー塗装・粉体塗装 |
| 許容範囲 | ±0.1%—±0.3% |
| 処理の利点 | 防錆, 優れた耐食性, 鏡面仕上げ効果に最適 |
| 処理の欠点 | 印刷後のサポートの取り外しが面倒, 粗い表面, 高精度の要求に応じて二次加工が必要 |
| 応用分野 | プロトタイプ, 自動車, 医学, デジタルエレクトロニクス, おもちゃ, 機械設備, 航空宇宙, 等. |
| 最大ビルドサイズ | 400*400*390mm |
| 金属3Dプリンティング技術 | SLM |
| 材質の種類 | チタン合金 |
| 略語 | TC4/TA1 |
| マテリアルステータス | 金属粉 |
| 共通の後処理 | サンドブラスト, 研磨, スプレー塗装・粉体塗装 |
| 許容範囲 | ±0.1%—±0.3% |
| 処理の利点 | 低密度で高強度, 良好な機械的特性, 靭性と耐食性 |
| 処理の欠点 | 印刷後のサポートの取り外しが面倒, 粗い表面, 高精度の要求に応じて二次加工が必要 |
| 応用分野 | プロトタイプ, 自動車, 医学, デジタルエレクトロニクス, おもちゃ, 機械設備, 航空宇宙, 等. |
| 最大ビルドサイズ | 420*225*260mm |
| 金属3Dプリンティング技術 | SLM |
| 材質の種類 | ダイス鋼 |
| 略語 | CX(S136) |
| マテリアルステータス | 金属粉 |
| 共通の後処理 | サンドブラスト, 熱処理 |
| 許容範囲 | ±0.1%—±0.3% |
| 処理の利点 | 高い靭性と優れた耐熱性 |
| 処理の欠点 | 粗い表面, 二次加工が必要 |
| 応用分野 | プラスチック, ダイカスト, 靴金型およびその他の金型産業 |
| 最大ビルドサイズ | 400*400*390mm |
| 金属3Dプリンティング技術 | SLM |
| 材質の種類 | ダイス鋼 |
| 略語 | 1.2709(MS1/H13) |
| マテリアルステータス | 金属粉 |
| 共通の後処理 | サンドブラスト, 熱処理 |
| 許容範囲 | ±0.1%—±0.3% |
| 処理の利点 | 高い靭性と優れた耐熱性 |
| 処理の欠点 | 粗い表面, 二次加工が必要 |
| 応用分野 | プラスチック, ダイカスト, 靴金型およびその他の金型産業 |
| 最大ビルドサイズ | 400*400*390mm |
| 金属3Dプリンティング技術 | SLM |
| 材質の種類 | ニッケル – 超合金ベース |
| 略語 | GH4169/625/3128 |
| マテリアルステータス | 金属粉 |
| 共通の後処理 | 熱間静水圧プレス (ヒップ) , 溶体化処理と時効処理, 機械加工 |
| 許容範囲 | ±0.1%—±0.3% |
| 処理の利点 | 優れた高温強度 (>800℃) 優れた耐酸化性/耐食性 カスタマイズ可能なγ'析出硬化 複雑な形状に対する高い設計自由度 |
| 処理の欠点 | High crack sensitivity, 厳密なパラメータ制御が必要, コストのかかる後処理, 粉末コスト/反応性が高い |
| 応用分野 | 航空宇宙, エネルギー, 高温耐食性産業システム |
| 最大ビルドサイズ | 300*300*360mm |
Friendly Reminder from DT
I. The Metal 3D Printing Materials commonly used for SLM in DT
- アルミニウム合金 (AlSi10Mg)
- ステンレス鋼 (316L)
- ダイス鋼 (CX, 1.2709)
- チタン合金 (TC4)
II. Printing Precautions from DT
- DT Industrial 3D Printers: The power is 500W (dual-laser).
- Printing Layer Thickness: 0.03mm, 0.06mm, 0.09mm.
- Natural Surface Features: Pitting (surface roughness: approx. Ra 16).
- Placement Direction: Generally, flat placement or 45° inclined placement delivers the best print quality.
- Printing Tolerance: For products with a size of 50mm or less, the printing tolerance is approximately ±0.2mm. For larger products, the printing tolerance will be determined based on the drawings.
- 注記: Wall thickness, groove width, groove depth, structural clearance, and font size that are less than 0.5mm cannot be guaranteed to be printable.
- 注記: The hole diameter should not be less than 0.8mm. Generally, the hole diameter will shrink by approximately 0.2mm after printing.
- 注記: For threads (including internal and external threads), tapping is recommended rather than direct printing.
- Post-processing of Metal 3D Printing Materials: Similar to traditional materials, these materials can undergo further processing.
- For Assembled Parts: Please be reminded to provide the assembly drawings. The parts will be assembled before delivery. If no such reminder is provided, we will not be responsible for assembly.
- 注記: For products with assembly clearance positions, a unilateral allowance of 0.15mm must be reserved.
- 注記: For parts with high-precision local assembly requirements (such as bearing holes, diameters, or flat assembly positions), machining allowances must be reserved in advance, and the parts should then be matched through secondary finishing.
- 注記: After high-temperature sintering in metal 3D printing, some slender parts, thin-walled parts, and shell-like structures may deform. The advantage of metal 3D printing lies in manufacturing parts with complex structures, while its accuracy and surface finish are inferior to those of CNC machining.
- 注記: For products requiring secondary processing, we must confirm with the customer whether the 3D drawing has included allowances. If allowances have not been included, we must communicate with the engineering department or make a note on the production order: Appropriate allowances for secondary processing must be reserved before printing.