

















SLM 금속 3D 프린팅 기술 사양
SLM (선택적 레이저 용융) 재료 특성 및 응용
| 금속 3D 프린팅 기술 | 재료 유형 | 약어 | 자재현황 | 일반적인 후처리 | 공차 범위 | 처리 장점 | 처리상의 단점 | 응용분야 | 최대 빌드 크기 |
|---|---|---|---|---|---|---|---|---|---|
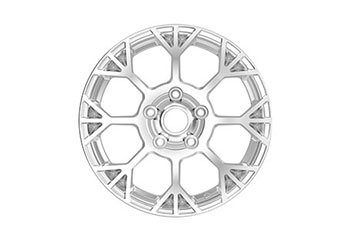
| SLM | 알루미늄 합금 | 6061/알시10mg/7075 | 금속분말 | 샌드블라스팅, 양극 처리된 매트 블랙, 세련, 전기도금, 패시베이션, 스프레이 페인팅/분말 코팅 | ±0.1%—±0.3% | 경량 소재, 빠른 열 방출, 좋은 전기 및 열 전도성 | 프린팅 후 서포트 제거가 번거롭습니다., 거친 표면, 고정밀 요구사항에 필요한 2차 가공 | 프로토타입, 자동차, 의료, 디지털 전자, 장난감, 기계 장비, 항공우주, 등. | 400*400*390mm |
| 스테인레스 스틸 | 316L/304L/17-4/347 | 금속분말 | 샌드블라스팅, 세련, 전기도금, 패시베이션, 스프레이 페인팅/분말 코팅 | 녹슬지 않는, 우수한 내식성, 거울 마감 효과에 이상적 | |||||
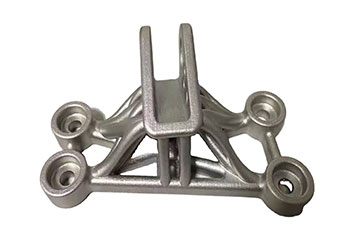
| 티타늄 합금 | TC4/TA1 | 금속분말 | 샌드블라스팅, 세련, 스프레이 페인팅/분말 코팅 | 낮은 밀도로 높은 강도, 좋은 기계적 성질, 인성과 내식성 | 420*225*260mm | ||||
| 다이 스틸 | CX(S136) | 금속분말 | 샌드블라스팅, 열처리 | 높은 인성과 우수한 내열성 | 거친 표면, 2차 처리가 필요합니다 | 플라스틱, 다이캐스팅, 신발 금형 및 기타 금형 산업 | 400*400*390mm | ||
| 1.2709(MS1/H13) | 금속분말 | 높은 인성과 우수한 내열성 | |||||||
| 니켈 – 초합금 기반 | GH4169/625/3128 | 금속분말 | 열간 등방압 프레싱 (잘 알고 있기) , 용액 처리 및 노화, 가공 | 우수한 고온 강도 (>800℃) 탁월한 산화/부식 저항성 맞춤형 γ' 석출 경화 복잡한 형상에 대한 높은 설계 자유도 | 높은 균열 민감도, 엄격한 매개변수 제어 필요, 비용이 많이 드는 후처리, 높은 분말 비용/반응성 | 항공우주, 에너지, 고온 부식 방지 산업 시스템 | 300*300*360mm |
| 금속 3D 프린팅 기술 | SLM |
| 재료 유형 | 알루미늄 합금 |
| 약어 | 6061/알시10mg/7075 |
| 자재현황 | 금속분말 |
| 일반적인 후처리 | 샌드블라스팅, 양극 처리된 매트 블랙, 세련, 전기도금, 패시베이션, 스프레이 페인팅/분말 코팅 |
| 공차 범위 | ±0.1%—±0.3% |
| 처리 장점 | 경량 소재, 빠른 열 방출, 좋은 전기 및 열 전도성 |
| 처리상의 단점 | 프린팅 후 서포트 제거가 번거롭습니다., 거친 표면, 고정밀 요구사항에 필요한 2차 가공 |
| 응용분야 | 프로토타입, 자동차, 의료, 디지털 전자, 장난감, 기계 장비, 항공우주, 등. |
| 최대 빌드 크기 | 400*400*390mm |
| 금속 3D 프린팅 기술 | SLM |
| 재료 유형 | 스테인레스 스틸 |
| 약어 | 316L/304L/17-4/347 |
| 자재현황 | 금속분말 |
| 일반적인 후처리 | 샌드블라스팅, 세련, 전기도금, 패시베이션, 스프레이 페인팅/분말 코팅 |
| 공차 범위 | ±0.1%—±0.3% |
| 처리 장점 | 녹슬지 않는, 우수한 내식성, 거울 마감 효과에 이상적 |
| 처리상의 단점 | 프린팅 후 서포트 제거가 번거롭습니다., 거친 표면, 고정밀 요구사항에 필요한 2차 가공 |
| 응용분야 | 프로토타입, 자동차, 의료, 디지털 전자, 장난감, 기계 장비, 항공우주, 등. |
| 최대 빌드 크기 | 400*400*390mm |
| 금속 3D 프린팅 기술 | SLM |
| 재료 유형 | 티타늄 합금 |
| 약어 | TC4/TA1 |
| 자재현황 | 금속분말 |
| 일반적인 후처리 | 샌드블라스팅, 세련, 스프레이 페인팅/분말 코팅 |
| 공차 범위 | ±0.1%—±0.3% |
| 처리 장점 | 낮은 밀도로 높은 강도, 좋은 기계적 성질, 인성과 내식성 |
| 처리상의 단점 | 프린팅 후 서포트 제거가 번거롭습니다., 거친 표면, 고정밀 요구사항에 필요한 2차 가공 |
| 응용분야 | 프로토타입, 자동차, 의료, 디지털 전자, 장난감, 기계 장비, 항공우주, 등. |
| 최대 빌드 크기 | 420*225*260mm |
| 금속 3D 프린팅 기술 | SLM |
| 재료 유형 | 다이 스틸 |
| 약어 | CX(S136) |
| 자재현황 | 금속분말 |
| 일반적인 후처리 | 샌드블라스팅, 열처리 |
| 공차 범위 | ±0.1%—±0.3% |
| 처리 장점 | 높은 인성과 우수한 내열성 |
| 처리상의 단점 | 거친 표면, 2차 처리가 필요합니다 |
| 응용분야 | 플라스틱, 다이캐스팅, 신발 금형 및 기타 금형 산업 |
| 최대 빌드 크기 | 400*400*390mm |
| 금속 3D 프린팅 기술 | SLM |
| 재료 유형 | 다이 스틸 |
| 약어 | 1.2709(MS1/H13) |
| 자재현황 | 금속분말 |
| 일반적인 후처리 | 샌드블라스팅, 열처리 |
| 공차 범위 | ±0.1%—±0.3% |
| 처리 장점 | 높은 인성과 우수한 내열성 |
| 처리상의 단점 | 거친 표면, 2차 처리가 필요합니다 |
| 응용분야 | 플라스틱, 다이캐스팅, 신발 금형 및 기타 금형 산업 |
| 최대 빌드 크기 | 400*400*390mm |
| 금속 3D 프린팅 기술 | SLM |
| 재료 유형 | 니켈 – 초합금 기반 |
| 약어 | GH4169/625/3128 |
| 자재현황 | 금속분말 |
| 일반적인 후처리 | 열간 등방압 프레싱 (잘 알고 있기) , 용액 처리 및 노화, 가공 |
| 공차 범위 | ±0.1%—±0.3% |
| 처리 장점 | 우수한 고온 강도 (>800℃) 탁월한 산화/부식 저항성 맞춤형 γ' 석출 경화 복잡한 형상에 대한 높은 설계 자유도 |
| 처리상의 단점 | 높은 균열 민감도, 엄격한 매개변수 제어 필요, 비용이 많이 드는 후처리, 높은 분말 비용/반응성 |
| 응용분야 | 항공우주, 에너지, 고온 부식 방지 산업 시스템 |
| 최대 빌드 크기 | 300*300*360mm |
DT가 전하는 친절한 알림
나. DT에서 SLM에 일반적으로 사용되는 금속 3D 프린팅 재료
- 알루미늄 합금 (AlSi10Mg)
- 스테인레스 스틸 (316엘)
- 다이 스틸 (CX, 1.2709)
- 티타늄 합금 (TC4)
II. DT의 인쇄 주의사항
- DT 산업용 3D 프린터: 힘은 500W입니다 (듀얼 레이저).
- 인쇄층 두께: 0.03mm, 0.06mm, 0.09mm.
- 자연스러운 표면 특징: 피팅 (표면 거칠기: 대략. 라 16).
- 배치 방향: 일반적으로, 평평한 배치 또는 45° 경사 배치로 최고의 인쇄 품질 제공.
- 인쇄 공차: 크기가 50mm 이하인 제품의 경우, 인쇄 공차는 약 ±0.2mm입니다.. 더 큰 제품의 경우, 인쇄 공차는 도면에 따라 결정됩니다.
- 메모: 벽 두께, 그루브 폭, 그루브 깊이, 구조적 정리, 글꼴 크기 0.5mm 미만인 것 인쇄 가능하다고 보장할 수 없습니다..
- 메모: 구멍 직경은 0.8mm 이상이어야 합니다.. 일반적으로, 인쇄 후 구멍 직경이 약 0.2mm 줄어듭니다..
- 메모: 스레드의 경우 (내부 및 외부 스레드 포함), 직접 인쇄보다는 탭핑을 권장합니다..
- 금속 3D 프린팅 재료의 후처리: 기존 재료와 유사, 이러한 재료는 추가 처리를 거칠 수 있습니다..
- 조립 부품용: 조립 도면을 제공하도록 상기시켜주십시오.. 부품은 배송 전에 조립됩니다.. 그러한 알림이 제공되지 않는 경우, 우리는 조립에 대해 책임을 지지 않습니다.
- 메모: 조립 여유 위치가 있는 제품의 경우, 0.15mm의 일방적 여유 ~ 해야 하다 유보되다.
- 메모: 고정밀 현지 조립 요구 사항이 있는 부품용 (베어링 구멍과 같은, 직경, 또는 평평한 조립 위치), 가공 여유 ~ 해야 하다 미리 예약하다, 그런 다음 부품을 2차 마무리를 통해 일치시켜야 합니다..
- 메모: 금속 3D 프린팅의 고온 소결 후, 좀 가느다란 부분, 벽이 얇은 부품, 껍질 같은 구조가 변형될 수 있습니다.. 금속 3D 프린팅의 장점은 복잡한 구조의 부품을 제작할 수 있다는 점입니다., 정밀도와 표면 조도는 CNC 가공에 비해 뒤떨어집니다..
- 메모: 2차 가공이 필요한 제품의 경우, 우리 ~ 해야 하다 3D 도면에 허용량이 포함되어 있는지 고객에게 확인. 수당이 포함되지 않은 경우, 엔지니어링 부서와 소통하거나 생산 주문에 대해 메모를 작성해야 합니다.: 2차 가공에 대한 적절한 허용량 ~ 해야 하다 인쇄하기 전에 예약하세요.